|
|
|
 |
|
 C´était
il y a un siècle ! En 1982, très précisément...
Ah, on ne manquait pas de culot, à cette époque ! Des milliers de gogos
vont “devenir constructeurs de locomotives” et se jeter sur la 2-141-TC,
la Ravachol, la 230-G et les autorails de la marque Keyser, distribués
par MKD puis par Jouef... La catastrophe ! Le contraire
de ce qu´il fallait pour initier le grand public à la fabrication de kits. C´était
il y a un siècle ! En 1982, très précisément...
Ah, on ne manquait pas de culot, à cette époque ! Des milliers de gogos
vont “devenir constructeurs de locomotives” et se jeter sur la 2-141-TC,
la Ravachol, la 230-G et les autorails de la marque Keyser, distribués
par MKD puis par Jouef... La catastrophe ! Le contraire
de ce qu´il fallait pour initier le grand public à la fabrication de kits.
Et en plus d´un assemblage
chaotique, d´une motorisation asthmatique, et des embiellages photogravés de
l´épaisseur d´une toile d´araignée, il nous était conseillé,
par le vendeur lui-même, d´utiliser “de la patience” et “de
la colle cyanolicrate” (si, si, voyez ci-contre une pub d´époque parue
dans R.M.F.) 
Depuis le siècle dernier,
ces kits ont traîné dans les fonds de tiroir (on en trouve aussi, à prix
d´or, lors des expos-bourses)... Sur la liste
Ptitrain, nous sommes nombreux à avoir été séduits et abandonnés
par le mirage Keyser (au point qu´un club spécial “ressortons nos 141-TC
du tiroir” a vu le jour l´année dernière !). Eh bien, nous avons
eu de la patience, et grâce à une technique exposée aujourd´hui
par Pierre Perly nous allons pouvoir abandonner la “cyanolicrate”
pour de la vraie belle et bonne soudure ! — JIDÉ. |
| |
|
La soudure du métal blanc
|
Avant-propos. —
Il ne s´agit pas ici d´un cours sur la soudure du métal blanc (dont je serais
bien incapable) ; je ne fais que rapporter mon expérience, espérant pouvoir ainsi
aider tous ceux qui, comme moi il y a quelques années, hésitaient à se lancer
dans une technique qui, vue de l´extérieur, apparaissait compliquée et risquée.—
P. PERLY.
|
| Comment monter un kit... en se faisant
plaisir ! |
Comme beaucoup d´autres modélistes,
j´avais été très intéressé il y a une vingtaine d´années
quand Keyser avait sorti des kits de construction en métal blanc de matériels non
reproduits par les grandes marques de l´époque. Je m´étais d´abord
lancé dans la construction de la 230-G et j´avais alors suivi la notice Keyser, qui
préconisait un montage à la colle — c´est aussi ce que conseillaient la
plupart des magazines de l´époque ;¬).
J´avais alors très vite abandonné
le montage du fait d´une partie mécanique déficiente (moteur beaucoup trop faible
et pas assez souple, d´une réalisation bâclée — engrenages ne
tournant pas rond, mauvaise démultiplication, etc.) — mais aussi parce que l´assemblage
à l´Araldite ne me donnait pas vraiment satisfaction avec ce type de pièces (mauvaise
tenue mécanique, difficultés d´ajustement, besoins importants de mastiquage...).
C´était d´autant plus dommage que le matériel représenté était
original, et que la qualité des moulages était parfois surprenante de finesse et de
rendu — même si l´ajustement des pièces n´était pas terrible,
et les marques de moulage parfois vraiment grosses.
C´est pourquoi, quelques années
plus tard, sur les conseils d´un ami, j´ai tenté un nouvel essai, en utilisant
cette fois la soudure à basse température. Et là,
miracle : le travail s´avérait très facile, la plupart des défauts
des kits en métal blanc disparaissaient, et au final les modèles rendaient bien, justifiant
même l´investissement dans une mécanique plus performante qui les rende vraiment
opérationnels !
Contrairement à certaines idées
reçues, le soudage du métal blanc était très facile, à la portée
de tous, ne nécessitant qu´un investissement très limité et sans risques
pour le kit en fabrication (il est toujours possible de revenir en arrière en cas d´erreur).
De plus le super-détaillage était facilité par le fait que la jonction par
soudure laiton-métal blanc était très facile aussi (et les modifications mécaniques).
|
| Qu´est-ce que le soudage du métal
blanc ? |
Contrairement à ce que le nom
peut laisser supposer, il ne s´agit pas ici de soudage, mais de brasage,
c´est-à-dire que le métal d´apport est différent du métal
de base, ce qui est très important, on le verra, pour la suite.
Le métal de base, c´est le
métal blanc, autrement dit un alliage à base d´étain, qui fond entre 120
et 150 degrés (plus bas que l´étain pur), ce qui permet de le mouler dans
des moules en caoutchouc synthétique obtenus à partir d´un modèle maître.
Le métal d´apport (vulgairement appelé soudure) est aussi un alliage d´étain
(et de bismuth, paraît-il), mais très différent puisqu´il fond autour de
80 degrés.
Contrairement à une soudure —
où la jonction des pièces se fait par fusion du métal de base et du métal
d´apport —, la brasure opère comme une colle fusible, par fusion du métal
d´apport sans fusion du métal de base, ce qui permet à l´opération
d´être réversible, c´est-à-dire que l´on peut dessouder les pièces
et recommencer autant de fois que l´on veut (ou presque) en chauffant à nouveau le métal
d´apport (la soudure). Le collage des pièces est obtenu ici par la formation de ce qu´on
appelle une “solution solide” qui est une imbrication des atomes du métal de base
et du métal d´apport sur une épaisseur de quelques microns.
|
| Les conditions du succès |
Les points essentiels sont les suivants :
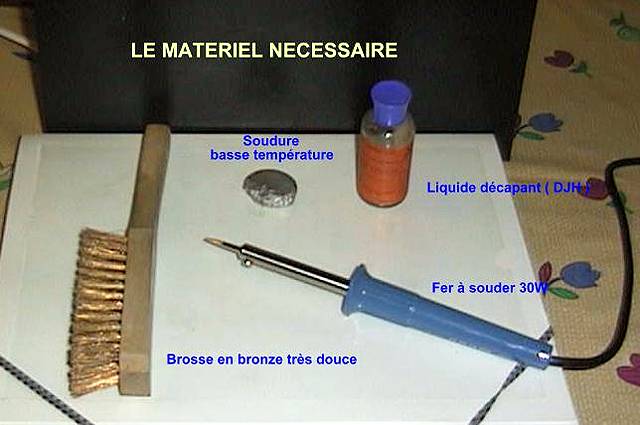
 Utiliser
une soudure à très basse température (par exemple
chez Trans Europ, rue de Douai, Paris). Utiliser
une soudure à très basse température (par exemple
chez Trans Europ, rue de Douai, Paris).
Utiliser
le décapant correspondant, et ne pas lésiner sur la quantité
(même fournisseur que pour la soudure, marque DJH). (ATTENTION ! Le décapant
du métal blanc est assez corrosif à chaud : prendre ses précautions et
tenir les pièces à travers un gant de chirurgien, ça évitera des brûlures
de la peau (ce que j´ai eu sur le pouce droit !)
Bien
maîtriser la température du fer, qui doit être suffisante
pour fondre la soudure (aux environs de 80 degrés), mais en aucun cas ne doit provoquer
la fusion du métal blanc des pièces (vers 120 degrés). La marge de 40 degrés
entre les deux est tout à fait suffisante pour éliminer complètement le risque
de fusion du métal blanc à condition de bien régler son fer.
Bien
aviver (à la lime fine) les surfaces en contact des pièces
à souder, afin qu´elles soient bien propres (notamment bien retirer tous les restes
de colle s´il s´agit d´une reconstruction d´un kit qui avait été
collé).
|
| Outillage utilisé |
|
|
|
 |
|
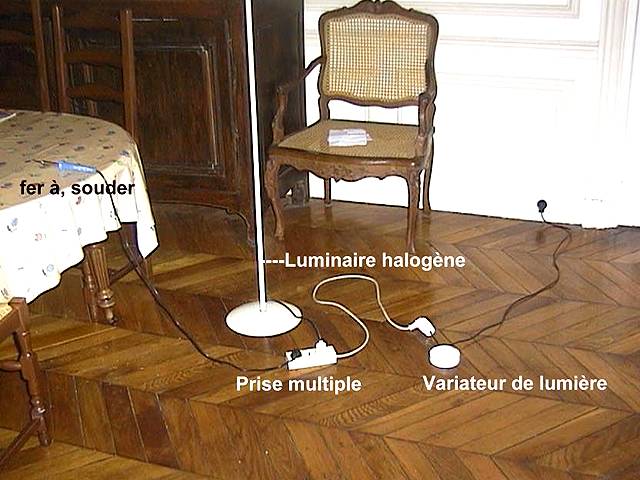
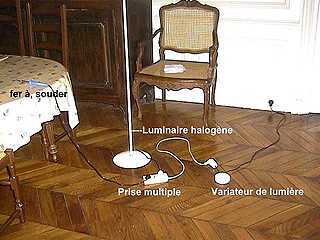
Les revues spécialisées,
et les revendeurs de matériel, vous disent qu´il est nécessaire d´utiliser
un fer à température régulée, qui
coûte généralement très cher (de l´ordre de 150 euros)
car il s´agit de matériel professionnel. C´est faux !
Ne voulant pas me lancer dans un achat dispendieux, j´ai simplement utilisé le
variateur de lumière du luminaire halogène de mon salon, derrière lequel
j´ai inséré une prise mâle-femelle, dans laquelle je branche une
prise multiple, qui alimente simultanément à tension réduite un petit
fer à souder de 30 watts (premier prix dans les magasins de bricolage) et le luminaire
halogène. |
 La
photo ci-dessus parlera mieux qu´un long discours... La seule chose qui, après essais,
me paraît indispensable, c´est que la panne du fer à souder soit plate (et non
cylindrique). Pour ceux qui ne voudraient pas utiliser le variateur de leur salon, un variateur
seul peut être acheté dans les grandes surfaces de bricolage pour une somme modique
(15 à 17 euros). Le point important est de mettre sur le variateur une charge (consommation)
suffisante pour garantir sa stabilité de fonctionnement, car le fer de 30 W tout seul
serait insuffisant pour assurer cette stabilité. Ici, j´allume mon luminaire halogène
en même temps que le fer à souder - ce qui améliore aussi mon confort visuel :¬)) La
photo ci-dessus parlera mieux qu´un long discours... La seule chose qui, après essais,
me paraît indispensable, c´est que la panne du fer à souder soit plate (et non
cylindrique). Pour ceux qui ne voudraient pas utiliser le variateur de leur salon, un variateur
seul peut être acheté dans les grandes surfaces de bricolage pour une somme modique
(15 à 17 euros). Le point important est de mettre sur le variateur une charge (consommation)
suffisante pour garantir sa stabilité de fonctionnement, car le fer de 30 W tout seul
serait insuffisant pour assurer cette stabilité. Ici, j´allume mon luminaire halogène
en même temps que le fer à souder - ce qui améliore aussi mon confort visuel :¬))
Le total de l´investissement, pour
ceux qui ne disposent pas d´un fer à souder, est donc de l´ordre d´une
trentaine d´euros, à quoi il faut bien sûr ajouter le coût des matériaux
(soudure et décapant). On peut y ajouter une brosse métallique très douce en
bronze ou en laiton (grandes surfaces de bricolage), pour améliorer l´aspect visuel
de ce qui a été soudé.
|
| Le contrôle de la température |
Préparer d´un côté
un morceau de soudure, et de l´autre côté un morceau de “carotte” de
moulage de métal blanc (c´est souvent ce qui rassemble toutes les petites pièces
en métal blanc). Positionner le curseur du variateur sur le zéro, et augmenter la
température du fer par touches légères et en attendant à chaque fois
suffisamment longtemps pour être sûr que le fer a bien pris sa température (inertie
thermique).
Lorsque la soudure commence à
fondre, faire l´essai sur la carotte de métal blanc, et bien vérifier que, même
après un long moment, elle ne fond pas. Si le métal blanc donne l´impression
de commencer à fondre, vous êtes réglé trop chaud, il faut donc redescendre
la température jusqu´à obtenir la fusion de la soudure sans la fusion du métal
blanc. Si tel est le cas, votre réglage est bon. Il suffira de repérer la position
du curseur sur le variateur, et de se positionner dessus chaque fois que vous voudrez souder du
métal blanc.
|
| La soudure proprement dite |
Enfin le moment tant attendu est arrivé !
La soudure se réalise très facilement et d´une manière identique à
la soudure à l´étain du laiton :
Ajuster au mieux les pièces à souder (ne pas se désoler s´il y a des “jours”,
ce n´est pas du tout catastrophique avec cette technique. Il vaudra mieux ne pas dépasser
1 mm cependant).
Aviver les surfaces à souder (lime très douce).
Positionner les pièces préparées.
Mouiller copieusement (au pinceau) avec le décapant spécial.
Prélever un peu de soudure avec la panne du fer à souder.
Déposer la goutte de soudure sur le joint. Vous aurez alors l´agréable surprise
de voir cette soudure, très fluide, filer dans le joint et réaliser un assemblage
solide. S´il y a des jours à combler — et ce sera fréquemment le cas —
c´est le moment de les combler (de préférence par l´intérieur), en
ajoutant de la soudure supplémentaire. Lisser ensuite la face extérieure avec la panne
du fer.
Vous pourrez ainsi boucher des “fissures”
jusqu´à 1 mm de large, en Ëmastiquantî à la soudure et en utilisant
la panne du fer comme “couteau à enduire”. C´est plus long à décrire
qu´à faire. Ne pas oublier, à chaque intervention, de mouiller les surfaces avec
le liquide décapant. Les phénomènes de capillarité,
ainsi que la grande fluidité du bain de soudure en fusion, font
que c´est à la fois très rapide et très facile, et que le résultat,
même sans ponçage ultérieur, est très satisfaisant !
|
|
|
|
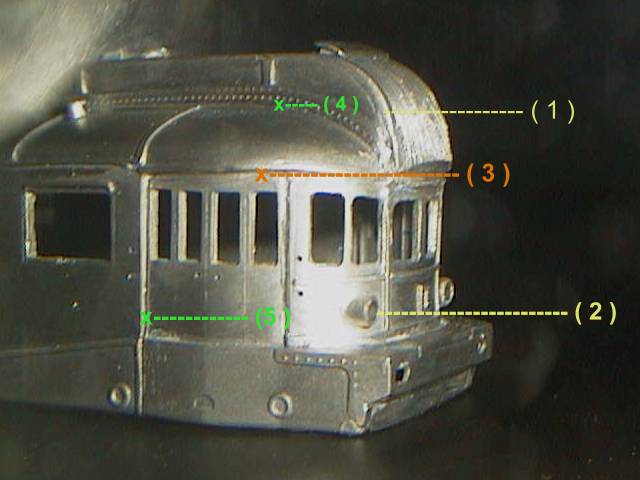
Exemple
de soudure de pièces avec comblement des joints 
Les croix vertes indiquent la position
des lignes de soudures. On peut voir, notamment au raccord avec le toit, ou bien avec les
longerons de la traverse de tamponnement, qu´un jour de plus de 1 mm a été
comblé.
Les ronds rouges indiquent la position
des phares réalisés en tubes de laiton rapportés, ce qui permet de les
rendre fonctionnels (ce qui n´était pas le cas des phares en métal blanc
prévus dans le kit). |
|
 |
|
Pour les soudures non accessibles de
l´intérieur, il suffit d´“étamer” les deux surfaces avec de la
soudure, de les mettre en contact et de chauffer les joints avec le fer à souder.
|
|
|
|
|
 |
|
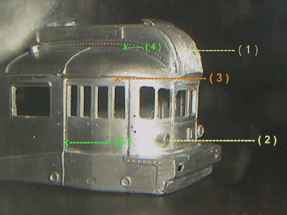
Exemple
de soudure sans accès depuis l´intérieur : la “coiffe
de l´Iroquois”
1. Soudure réalisée
depuis l´extérieur (non accessible de l´intérieur). On remarquera
le jeu important, qui a été (mal) comblé par la soudure. Pièce
à reprendre pour finition...
2. Phare en tube de laiton rapporté.
3. Mastiquage important (1 mm) par
la soudure.
4. Soudure réalisée
depuis l´intérieur (avant pose du dessus de la “coiffe”)
5. Jonction par soudure avec peu
de mastiquage |
|
|
|
|
Exemple
de soudure sans accès depuis l´intérieur : le kiosque de l´autorail
unifié 150 ch
Le kiosque de ce 150 ch Keyser
a aussi été soudé sans accès depuis l´intérieur. La
basse température de la soudure a permis de le munir au préalable des rhodoïds
des vitres... et du conducteur. |
|
 |
|
Pour souder du
laiton sur du métal blanc, la procédure est la suivante :
Etamer la surface du joint de la pièce en laiton avec de la soudure classique à l´étain
(à haute température).
Procéder ensuite comme précédemment (soudure basse température). J´ai
utilisé cette technique notamment pour renforcer des marchepieds en laiton sur une 2-141-TC
Keyser par des équerres en laiton directement fixées sur le métal blanc par
soudure, et pour souder des tubes (3 mm de diamètre) dans les phares des modèles.
|
| Le résultat |
Le résultat, en matière
de solidité d´assemblage et d´esthétique, dépasse de très
loin ce que l´on peut obtenir par collage : les pare-fumées de la 141-TC Keyser,
par exemple, tiennent maintenant comme s´ils avaient étés moulés d´une
pièce avec le tablier, alors qu´avec l´Araldite, c´était la galère !
|
 |
| Les
pare-fumées de cette 2-141-TC Keyser font maintenant corps avec le tablier. Les marchepieds
ont été renforcés par des équerres soudées (peu visibles)...
Le train de roues vient de chez Romford et le motoréducteur est un RG4 de Portescap.
Machine achetée d´occase et totalement reconstruite par soudure... |
|
|
|
|
|
 |
|
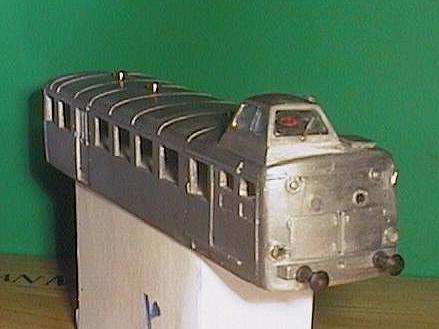
Les carrosseries d´autorail sont maintenant solides comme si elles
étaient monoblocs, tout en restant démontables par simple réchauffage
de la soudure.
La soudure des faces fontales de
ce X-5500 est invisible malgré un important travail de jointoiement au raccord face
avant-toit.
La résistance mécanique
de la carrosserie, après soudure, est tout à fait surprenante : on dirait
une carrosserie monobloc.
Autorail acheté d´occase,
totalement décapé, démonté et en cours de reconstruction par soudure. |
Les “jours” disgracieux qui
étaient l´apanage de l´autorail VH Keyser sont devenues invisibles, et ne nécessitent
quasiment plus aucune préparation avant peinture (voir photos plus haut). Les jonctions laiton-métal
blanc (châssis des 141-TC et autres vapeurs Keyser) sont maintenant suffisamment solides.
Les écrous, à coller sur certaines pièces pour permettre le démontage,
sont maintenant soudés et font corps avec les pièces en métal blanc.
Quelques autres astuces permises par
cette technique :
Les phares, sur les autorail Keyser, ne sont pas fonctionnels. Je les ai remplacés par du
tube de laiton (3 mm) soudé au métal blanc, et à équiper de diodes
bicolores.
Outre le montage facilité de certains kits, la soudure à basse température
m´a permis aussi de réparer une vieille loco en bronze datant des années 1950
(c´était une 3-241-A “Maison des trains” dont une pièce s´était
dessoudée), sans détériorer la peinture, du fait de sa
très basse température !
Elle m´a permis aussi de monter
plus facilement certaines parties des kits laiton sans risquer de dessouder ce qui a déjà
été soudé, mais cela est une autre histoire...
| La
soudure du métal blanc, c´est facile, c´est pas cher et cela
rapporte gros (par rapport au collage à l´époxy). Ce que j´espère,
c´est vous avoir convaincus de ressortir vos vieux kits et de les reprendre
à zéro avec la technique décrite. À vous de jouer
maintenant et bon amusement ! |
|
|
|